在當今數字化時代,app軟件開發已成為企業和個人實現創新想法的重要手段。一個成功的app不僅依賴于強大的功能,還需要高效的開發流程和清晰的接口設計圖。本文將以簡明易懂的方式,介紹軟件接口設計圖的作用以及app軟件開發的完整在線流程。
一、軟件接口設計圖的重要性
接口設計圖是app開發中的藍圖,它定義了不同模塊或系統之間的交互方式。一個清晰的接口設計圖能夠:
- 確保開發團隊對功能需求有統一的理解,減少溝通成本。
- 提高代碼的可維護性和可擴展性,便于后續迭代。
- 簡化測試過程,幫助快速定位問題。
例如,在開發一個電商app時,接口設計圖會詳細說明用戶登錄、商品列表、支付等模塊的數據傳輸格式和調用方式,確保前端和后端無縫協作。
二、App軟件開發的完整在線流程
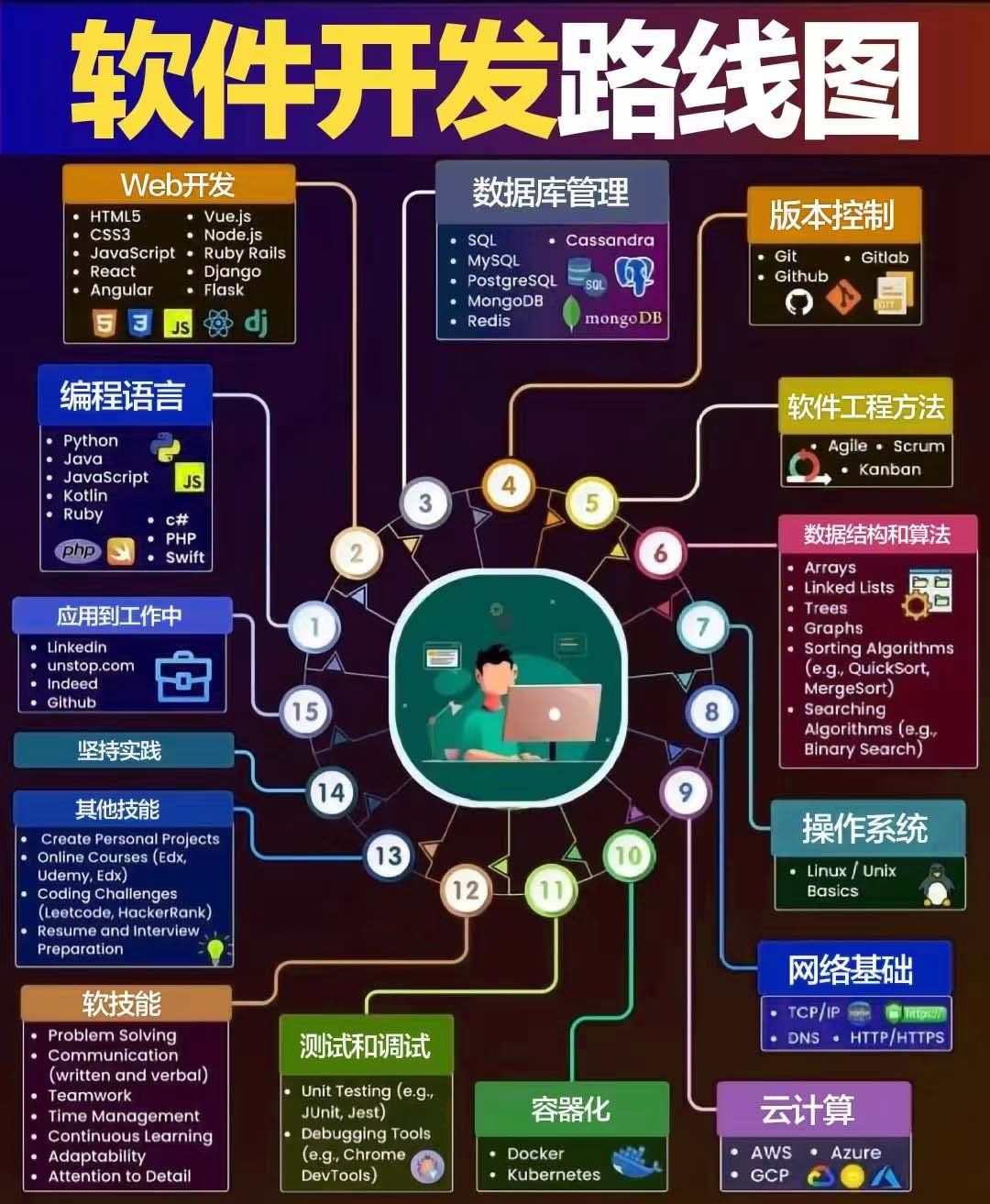
隨著云計算和在線工具的普及,app開發流程已逐漸遷移到線上,大大提高了效率和協作性。以下是典型的在線開發流程:
- 需求分析與規劃
- 使用在線協作工具(如Notion或Trello)收集用戶需求,定義app的核心功能和目標用戶。
- 制作流程圖或思維導圖,確保團隊對項目有全面理解。
- 原型設計與接口設計
- 利用在線設計工具(如Figma或Sketch)創建低保真或高保真原型,展示用戶界面和交互邏輯。
- 同步進行接口設計圖繪制,使用工具如Swagger或Postman來定義API端點、請求和響應格式。
- 開發與編碼
- 前端開發:基于設計圖,使用框架如React Native或Flutter進行編碼,實現用戶界面。
- 后端開發:根據接口設計圖,搭建服務器和數據庫,使用云服務(如AWS或阿里云)部署環境。
- 在線代碼托管平臺(如GitHub或GitLab)便于團隊協作和版本控制。
- 測試與調試
- 通過在線測試工具(如Selenium或Appium)進行自動化測試,確保功能穩定。
- 利用接口測試工具驗證數據交互是否符合設計圖,及時發現并修復問題。
- 部署與上線
- 將app部署到云平臺,使用CI/CD工具(如Jenkins或GitHub Actions)實現自動化構建和發布。
- 提交到應用商店(如Apple App Store或Google Play),并監控用戶反饋。
- 維護與迭代
- 通過在線分析工具(如Firebase)收集用戶數據,持續優化app性能和體驗。
- 根據反饋更新接口設計圖,支持新功能的添加。
三、結語
通過清晰的接口設計圖和標準化的在線開發流程,app軟件開發可以變得高效且可控。無論您是初學者還是經驗豐富的開發者,遵循這一流程能夠減少錯誤、提升團隊協作,最終交付高質量的app產品。記住,從規劃到維護,每一步都離不開在線工具的支持,這讓軟件開發更加透明和靈活。